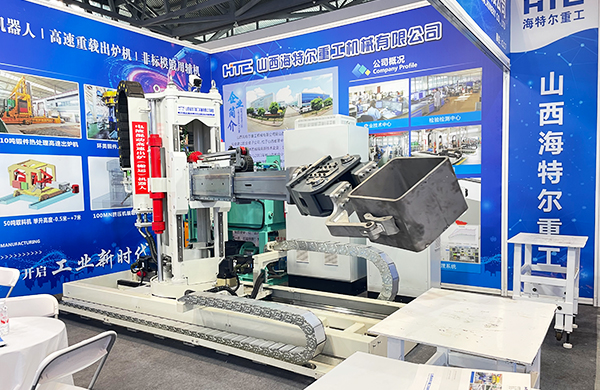
在工業(yè)自動(dòng)化的浪潮中��,一臺(tái)機(jī)器人從生產(chǎn)線走向客戶現(xiàn)場(chǎng)�����,其間的每一步都關(guān)乎著未來數(shù)年生產(chǎn)體系的穩(wěn)定與高效���。對(duì)于我公司而言��,交付不僅僅是一次設(shè)備的位移���,更是一份沉甸甸的承諾。我們深信���,真正的品質(zhì)��,源于出廠前那近乎偏執(zhí)的錘煉與驗(yàn)證���。今天�����,我們以一臺(tái)即將發(fā)往客戶現(xiàn)場(chǎng)的具備360度無限旋轉(zhuǎn)夾鉗的中型搬運(yùn)機(jī)器人為例����,向您全景式展現(xiàn)�����,何為“我公司標(biāo)準(zhǔn)”下的出廠驗(yàn)收��。


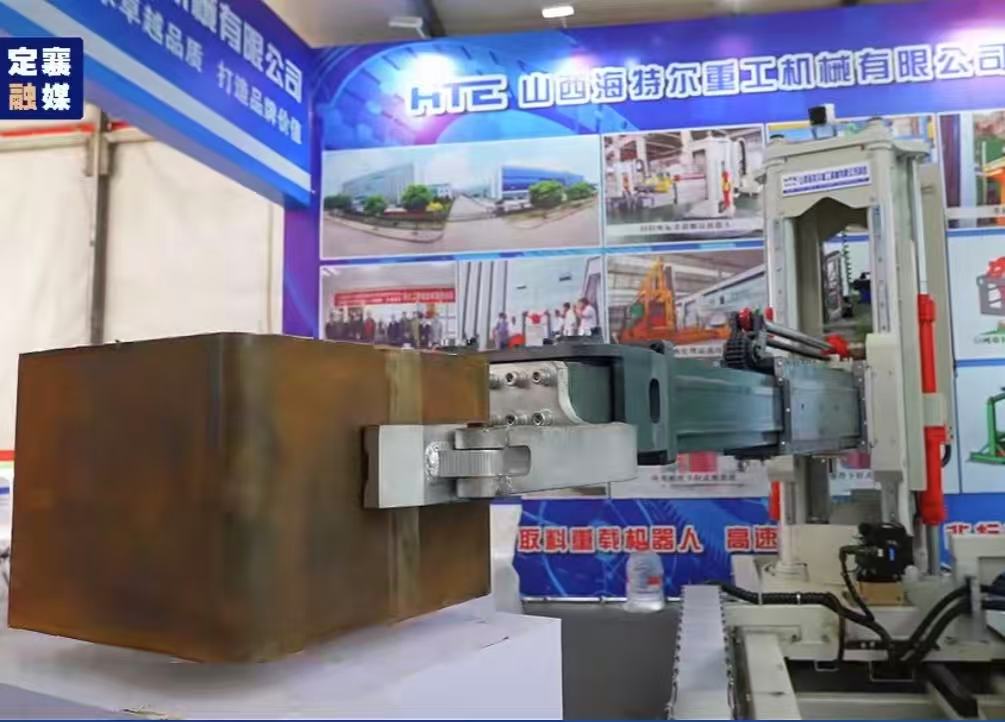
這臺(tái)即將啟程的對(duì)中機(jī)器人���,其最耀眼的特點(diǎn),莫過于其末端夾鉗����,精密液壓伺服旋轉(zhuǎn)馬達(dá)與高速滑環(huán)結(jié)構(gòu)��,實(shí)現(xiàn)了真正意義上的全姿態(tài)360度無限旋轉(zhuǎn)��,精準(zhǔn)夾取和放置物料���,無論物料在輸送線上處于何種角度,抑或需要以特定姿態(tài)精準(zhǔn)放入復(fù)雜模具中���,夾鉗都能在極短時(shí)間內(nèi)自行旋轉(zhuǎn)調(diào)整至最佳抓取角度��,無需機(jī)器人本體進(jìn)行大幅度的����、耗時(shí)的姿態(tài)調(diào)整��。
進(jìn)行超過50萬次的連續(xù)正反轉(zhuǎn)循環(huán)����,模擬其在整個(gè)生命周期內(nèi)的磨損情況,確保其核心傳動(dòng)機(jī)構(gòu)歷久彌新����。精密儀器會(huì)記錄下它在不同轉(zhuǎn)速、不同負(fù)載下的輸出扭矩與角度定位精度��,確保夾鉗都符合設(shè)計(jì)預(yù)期。
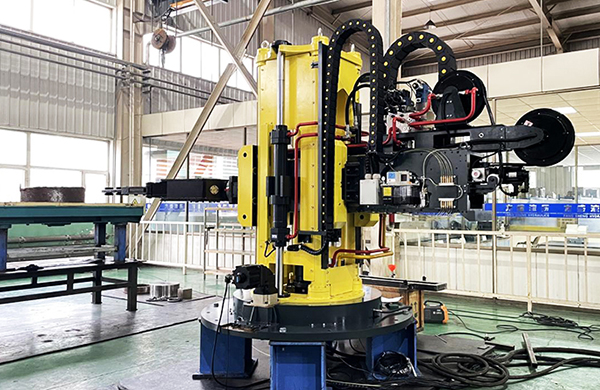
在最大速度�����、最大加速度下���,為機(jī)器人賦予其額定載荷125%的重量����,讓其進(jìn)行最苛刻的“舞蹈”——急停��、急啟�、高速回轉(zhuǎn)。連續(xù)不間斷耐力測(cè)試: 最后����,機(jī)器人需在模擬客戶生產(chǎn)節(jié)拍的工況下,進(jìn)行120小時(shí)不間斷的連續(xù)運(yùn)行�����。在這個(gè)過程中���,它要完成數(shù)萬次的抓取����、移動(dòng)����、旋轉(zhuǎn)、放置動(dòng)作�����。這不僅是性能的測(cè)試�,更是對(duì)電氣系統(tǒng)、冷卻系統(tǒng)�、軟件穩(wěn)定性的終極考驗(yàn)。


當(dāng)所有零部件與整機(jī)測(cè)試均完美通過后�,我們將迎來最為關(guān)鍵的一環(huán)——出廠驗(yàn)收測(cè)試。到達(dá)客戶現(xiàn)場(chǎng)��,對(duì)機(jī)器人進(jìn)行技術(shù)文件要求的一一比對(duì)�,實(shí)現(xiàn)百分百的完美呈現(xiàn),這不僅是一次技術(shù)核查�,更是一場(chǎng)對(duì)客戶的莊嚴(yán)承諾儀式。
我們堅(jiān)信�����,一臺(tái)未經(jīng)嚴(yán)格檢驗(yàn)而匆忙出廠的設(shè)備,是對(duì)客戶最大的不負(fù)責(zé)任��。 我們所設(shè)立的層層關(guān)卡�,我們所投入的巨量測(cè)試時(shí)間,我們所堅(jiān)持的“不驗(yàn)收�,不發(fā)貨”的原則,這一切的背后����,是我們對(duì)“品質(zhì)保證”這四個(gè)字的敬畏與堅(jiān)守。